Measure Sound Better
Two Case Studies on Visual Vacuum Leak Detectors in the Composite Materials Field
Pain Points in Vacuum Testing of Composite Materials: How Can Visual Vacuum Leak Detectors Break Through?
In high-precision and cutting-edge fields such as aerospace, wind power, and rail transit, the vacuum infusion process for composite materials is hailed as the “lifeline” of product quality. If the vacuum level fails to meet standards, “invisible killers” like air gaps and cracks will emerge, directly impacting the product’s service life and safety performance.
What’s more frustrating is the traditional detection method—it is not only time-consuming, but leak points also always seem to be “playing hide-and-seek,” making them hard to locate. Fortunately, the visual vacuum leak detector has arrived. With the dual advantages of “visualization + high efficiency,” it accurately addresses the industry’s pain points. Let’s take a look at its performance in actual production through two typical cases.
Case 1: Wind Turbine Blades — Completing Seal Testing of Main Beams and Blade Roots in an Average of 10 Minutes
Application Scenario: Vacuum Testing of Main Beams and Root Preforms for Large-Scale Wind Turbine Blades
Restoration of the Testing Scenario
At wind turbine blade production sites, users utilize CRYSOUND’s Visual Vacuum Leak Detector to perform vacuum negative pressure air tightness testing on the following areas:
- PS Surface & SS Surface (Windward Side / Leeward Side)
- Middle Part of the Blade Main Beam
- Around the Root Preform
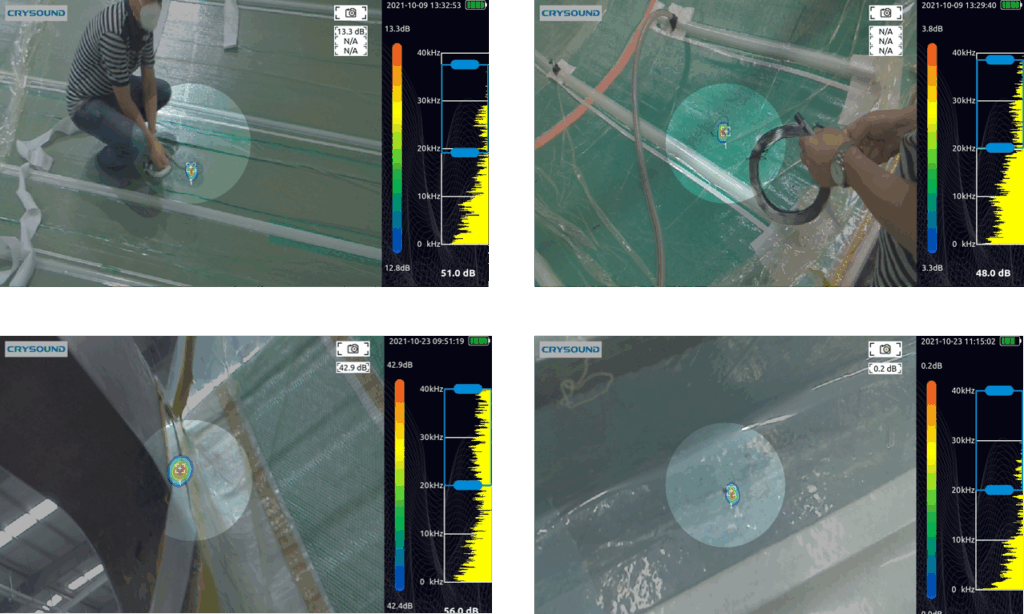
The operation process is simple, and operators can master independent operation after on-the-job training: first, evacuate the blade to maintain negative pressure, then workers hold the device, adjust parameters such as frequency (20kHz-40kHz) and imaging threshold, and slowly scan key areas like the main beam and root.
The screen displays real-time images and sound source cloud maps simultaneously, with air leakage points directly highlighted as “sound source cloud maps”. Professional data such as sound pressure levels and frequency spectra are also clearly visible at a glance.
Why Do Wind Turbine Blades Specifically Require This Type of Testing?
Typical Pain Points of Wind Turbine Blades:
- Single unit length up to 60–100 meters.
- The blade root area, with overlapping laminates and dense reinforcing ribs, is a high-risk zone for leaks.
- Traditional methods (such as soapy water testing, local auscultation, etc.) struggle to achieve large-scale, high-precision full-coverage inspection within a reasonable time frame.
Advantages of the Visual Vacuum Leak Detector:
- Enables long-distance “sound localization” from several meters away, supporting large-area rapid scanning
- Can focus on and filter out noise from on-site wind turbines, vacuum pumps, etc.
- Intuitively marks leak locations on the screen with millimeter-level positioning accuracy
Results: By introducing visual vacuum leak detection before and after the infusion of wind turbine blades, we not only reduced the single-unit inspection time to approximately 10 minutes but also significantly lowered the occurrence of “sudden major leaks” during the infusion phase and subsequent rework.
According to on-site statistics from customers, compared with the original sampling inspection + experience-based troubleshooting method, the inspection efficiency has increased by about 70%–80%. A single device can reduce rework and scrap costs by tens of thousands of yuan annually.
Case 2: High-Speed Railway Carbon Fiber Carriages — Simultaneous Negative Pressure Leakage Detection for Multiple Zones
Application Scenario: Vacuum Testing of Carbon Fiber Carriage Shells for High-Speed Rail
First, Understand: Why Carbon Fiber Carriages “Can’t Afford Damage”
Compared with traditional metal or fiberglass-reinforced plastic (FRP) car bodies, carbon fiber carriages offer the following advantages:
- Lighter weight and lower energy consumption
- Superior stiffness and fatigue performance
- Significantly higher single-unit cost than FRP
This means that if structural defects caused by vacuum issues are detected only after molding, the costs of rework and losses from project delays will be substantial.
Restoration of On-Site Testing Scenario
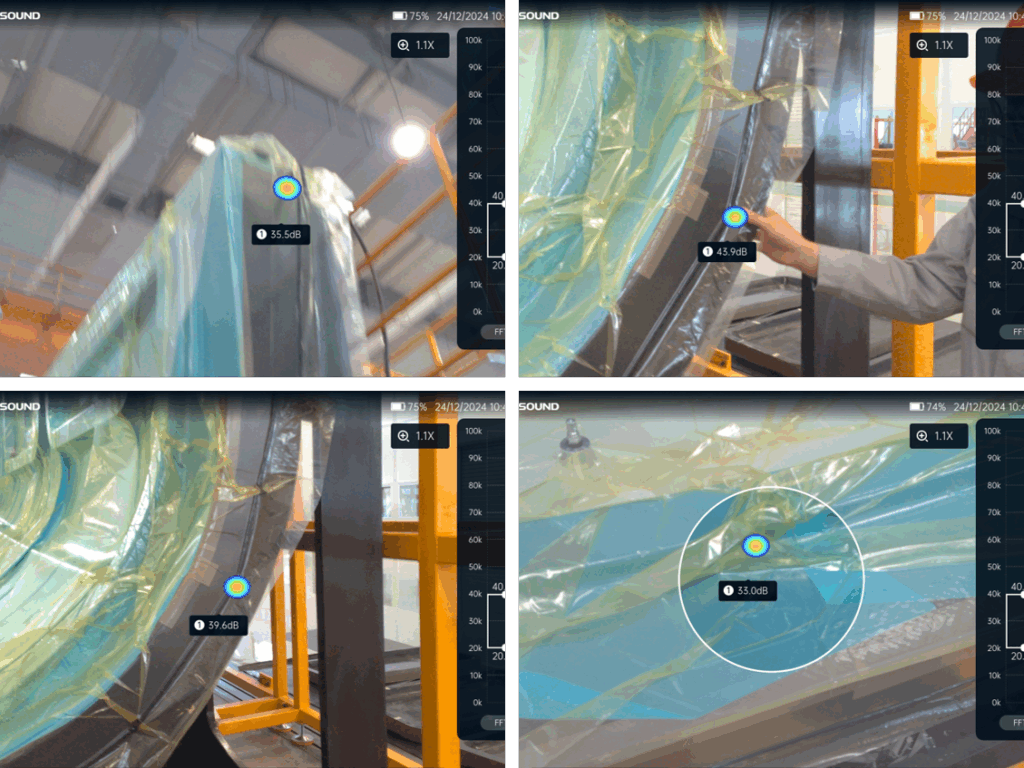
After each carriage is molded, the customer uses the Visual Vacuum Leak Detector to perform a full-circumference scan, with key focus on the following areas:
- Junction of the roof and side walls
- Reinforced areas around door and window openings
- Connections between the floor, longitudinal beams, and cross beams
On-Site Statistics: A single test can cover multiple areas of the carriage shell, simultaneously locate multiple negative pressure leakage points within 10 minutes, and the testing process requires no contact with the workpiece, avoiding damage to the carbon fiber material.
“Invisible Protection” for High-Value Components”
For carbon fiber carriages with extremely high unit prices, this Visual Vacuum Leak Detector is more like a “safety lock”: a ten-minute inspection provides clear visibility of the entire carriage’s vacuum quality, effectively blocking potential structural safety risks—shifting them from “accidents during years of service” to early resolution during the “in-plant quality inspection phase.”
Common Insights from the Two Cases: The “New Standard Tool” for Composite Material Vacuum Testing”
From wind turbine blades to high-speed rail carriages, these two cases reveal the common needs in composite material testing—needs that align perfectly with the core advantages of CRYSOUND’s Visual Vacuum Leak Detector:
Large workpiece size and complex structure
- Traditional leak detection methods incur substantial time and labor costs, making it difficult to achieve “full coverage and high precision.”
Vacuum quality directly determines structural lifespan and safety
- If vacuum-related issues manifest as delamination or cracks only after molding, it will be too late to rectify them.
Complex on-site noise requires high-performance testing equipment
- Noise interference from vacuum pumps, autoclaves, fans, etc., in the workshop demands that the equipment possesses frequency selection and intelligent noise filtering capabilities.
In summary, it boils down to three core capabilities:
- Visualization (converting sound into images for intuitive understanding by anyone).
- Quantification (outputting professional data to provide a scientific basis for testing).
High Efficiency (reducing inspection time by over 70%, with an average of 10 minutes per component).
More Industry Application Scenarios: High-Value Composite Components in Marine, Aerospace, and Other Sectors
The composite material industry is accelerating its shift from “being able to manufacture” to “achieving reliable and traceable production.” Whether it’s wind turbine blades, high-speed rail car bodies, or key composite components in marine vessels and aerospace vehicles, visual vacuum leak detection is emerging as a new tool for vacuum quality control.
If you are interested in CRYSOUND’s acoustic imaging solutions or would like to discuss your specific application, please fill out the ‘Get in touch’ form below and our team will be happy to assist you.